Our company is one of the earliest manufacturers to introduce forming grinding equipment. It has a history of application for ten years, and it has purchased one every two years, witnessing the development of forming grinding technology. The forming gear has wide adaptability, high processing efficiency and simple equipment. It can process involute tooth shape, rectangular tooth shape and arc tooth shape. It can process straight teeth, helical teeth and drum teeth, and can also process internal teeth and outer teeth. Tooth, face gear, etc. Just adjust the program and replace the accessories as appropriate.
Forming gear grinding has a number of advantages, but it has one of the biggest problems, especially when grinding the involute tooth shape, it is prone to burn at the root of the tooth shape. The trend of this burn increases sharply with the reduction of the root pressure angle. This is directly related to the principle of involute generation and the principle of forming grinding. The involute is unfolded from the base circle, the pressure angle is gradually increased from 0°, the pressure angle at the root is 0° or close to 0°, and the index circle is the nominal pressure angle, which continues to increase to the top of the tooth. The forming mill trims the grinding wheel into a shape that is substantially consistent with the shape of the target tooth groove, and then grinds the machining allowance of the tooth groove by a radial feed, so that when the grinding wheel makes a certain amount of radial feed, the tooth The normal feed rate at each point on the surface will be different and will vary with the pressure angle. As shown in Fig. 1, the root of the tooth shape will first contact the tip of the grinding wheel. This phenomenon is a major problem affecting the processing efficiency of the forming grinding tooth. It often appears due to the influence of the shape of the roughing tool and the deformation of carburizing and quenching. The phenomenon that the tip of the tooth is in contact with the workpiece too early has to be ground from the shallower groove when grinding the tooth, which is equivalent to increasing the machining allowance invisibly. As the tip of the grinding wheel is involved in the processing prematurely, it will be found that the newly-repaired grinding wheel always starts to turn black at the tip and begins to blunt, which poses a hidden danger to the tooth root burn. This is not the most critical. Since the forming of the grinding teeth requires the grinding wheel to be shaped and sized to be substantially consistent with the target gullet, this dictates that only radial trimming can be used, which is fatal.

figure 1
Radial trimming has the same problems as radial feed grinding, but there are more serious problems. Due to the difference in pressure angle and the same radial dressing amount, the normal dressing amount of the tip of the grinding wheel is much smaller than that of the grinding wheel root. If the pressure angle is 0°, it is basically not trimmed. Also, since the tip of the grinding wheel is involved in grinding too early, and the tip is always working along with the entire machining process, the amount of dressing is small, and the already blunt abrasive cannot be trimmed out of the effective cutting edge in time. This problem persists during the grinding process and continues to deteriorate - the more it does not participate in grinding, the more it is properly trimmed, the more it is not repaired, the more it is being ground. This problem is present at the moment of forming grinding. If the cooling is poor or the working deformation is not discovered or treated in advance, or the hardened surface has high hardness and abnormal stress, the tooth root burn will occur. The area of ​​the burn is related to the severity of the predisposing factors, and the performance is mostly a yellowing or blackening area that is 5 to 10 mm wide along the tooth root.
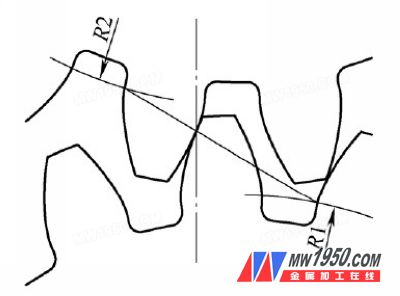
figure 2
The first way to solve this problem is to start with some of the things mentioned above (you want to use the forming mill, you have to accept this principle), listed below:
(1) Do roughing before quenching, and control the tooth shape as much as possible so as to reduce the influence of the root portion on grinding when grinding.
(2) Carburizing and quenching is carried out, and a uniform deformation layer and quenching cooling are performed to obtain a grinding tooth blank with minimal deformation.
(3) By carefully and rigorously aligning (it is usually recommended to use the probe of the equipment to make a correction by tooth, and divide the upper, middle and lower sections or the upper and lower sections, and move the alignment position as far as possible. Some roots, not near the default indexing circle of the equipment), find the deformation law of the parts, in order to adjust the actual machining position of the grinding wheel, and give up a certain safety margin during actual processing. The cost is to increase the grinding time and increase the non-productive consumption of the grinding wheel.
(4) Adjust the grinding parameters appropriately. For the tooth shape with a small root pressure angle, reduce the feed amount, increase the dressing amount, and reduce the dressing interval.
(5) Increase the cooling oil pressure and flow rate, and adjust the fuel injection pipe to effectively cool the root of the tooth. At the same time, the flushing oil pipe can be increased, and the chips remaining in the tip of the grinding wheel can be flushed out in time to prevent the grinding wheel pores from being blocked and increasing the grinding. Cut heat.
(6) Before grinding the teeth, calculate the paired gears, as shown in Fig. 2, calculate the respective theoretical involute starting points R1 and R2, and use the calculated values ​​to determine the grinding depth, instead of simply determining 2mn (modulo) is deep or starts from the base circle. Generally, the diameter of the starting point of the actual involute is generally 1 to 3 mm smaller than the calculated value (according to the modulus), and at the same time, the rounding of 0.5 to 2 mm is started at the theoretical tip circle (according to the modulus), the paired gears are also treated. This ensures that the grinding depth is the shallowest (the small pressure angle is not worn), and the tooth top and the root interference do not occur, effectively avoiding the problem of small pressure angle at the root. Of course, this kind of practice has certain dangers. If one of the gears is particularly deformed or the margin is particularly large, the residual machining allowance at the root of the tooth may still interfere in the meshing. It is necessary to increase the cutting depth of the grinding wheel when grinding the teeth. A large arc is formed at the root of the tooth to avoid interference with the pair of gear teeth.
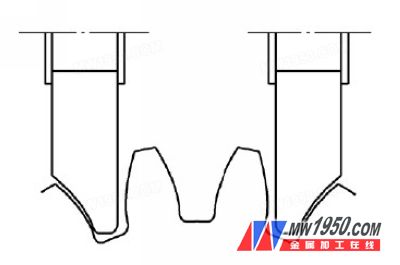
image 3
By effectively controlling the starting point of the involute line is a better control method, most of the gears will not use the effective tooth surface of 2mn. For some gears that are prone to tooth root burn, the effective tooth surface depth will be 1.5 ~ 1.7mn. This method has proved to be effective and the most feasible by our company's trial.
The forming gear has a congenital deficiency in the involute tooth profile processing. The essence of controlling the starting point of the involute is to reduce the influence of the small pressure angle on the machining, and try to obtain a grinding state with a uniform feed amount. Based on this principle, there is another solution, as shown in Fig. 3, in addition to the small pressure angle can not be worn off, but also by rotating the tooth surface to a certain angle, the small pressure angle is also enough Large angles reduce the difference in the law. Double-tooth surface grinding can also be achieved by two grinding wheels arranged symmetrically, and this method can also greatly reduce the thickness of the grinding wheel. The thin grinding wheel can be used to grind the large tooth groove width tooth shape, which can greatly save the grinding wheel. The cost of consumption. This method can avoid grinding the root of the tooth first, and can effectively reduce the actual grinding allowance and greatly reduce the grinding time. However, this method requires equipment support. After understanding this, you can target it when purchasing equipment later.
carbon steel tee is used for connecting the branch of the pipe line system. Carbon Steel Tee has main pipe and branch . The min thickness in the branch pipe area . According to the size of the main pipe and branch , we divide the carbon steel tee in straight tee and reducing tee . The carbon steel tee is produce by cold process . After forming tee , we should do heat treatment for make the material composition more steady . Then the carbon steel tee quality is really nice .
carbon steel tee photo :



Carbon Steel Tee
Carbon Steel Tee,Butt Welded Tee,Seamless Tee,Welded Tee
Dongguang Huawei Hydraulic Pipe Fitting Machinery Co., Ltd , http://www.pipefittingmachine.com