1. Introduction of the use of gas shielded welding solid wire
Our company is mainly engaged in the research and development and production of high-speed EMUs, intercity EMUs, urban rail vehicles and high-end passenger cars. The body material of the vehicle is mainly made of stainless steel, carbon steel and aluminum alloy. The welding method of fusion welding is MIG welding, MAG welding and TIG welding. Therefore, the solid welding wire has been widely used in the production site, and the types and specifications of welding materials are many. The welding wire type used for the material is shown in Table 1.

CHW—40CNH (φ1.0mm) is suitable for currents below 230A. It is mainly used for welding of side wall, roof, final assembly and chassis corrugated floor. CHW—40CNH (φ1.2mm) is suitable for current above 230A, mainly used for chassis frame. Welding; AWSA5.9ER309LSi (φ1.0mm) is mainly used for welding between stainless steel and carbon steel materials; AWSA5.9ER308LSi (φ1.0mm) is mainly used for welding between stainless steel parts; ER50-6 (φ1.2mm) Applicable current is above 230A, mainly used for welding between common structural steel materials; ER50-6 (φ1.0mm) is suitable for current below 230A, mainly used for welding between common structural steel materials; ER5356 (φ1.2mm) is mainly used Welding of aluminum alloy plate thickness below 6mm; ER5356 (φ1.6mm) is mainly used for welding of aluminum alloy plate thickness of 6m or more. Commonly used brands of welding wire, as shown in Figure 1.
(a) Stainless steel wire (Italy TFA) (b) Aluminum alloy wire (France SAF-FRO)


(c) Aluminum alloy wire (Italian MTL) (d) Carbon steel wire (China ATLANTIC)
figure 1
2. Typical problems in the process of using solid wire
In the actual production process, some problems concerning the welding wire were also encountered, mainly concentrated on the welding wire of the aluminum alloy material. In order to reduce the weight of the car body, a large number of aluminum alloy profile structures, such as side walls, ceilings and floors, are used in the manufacture of the car body. These components are usually welded by a plurality of hollow profiles of more than 20 m. Improve production efficiency, improve weld quality and reduce labor intensity. A large number of welding robots have been used instead of manual welding, as shown in Figure 2 for the IGM robot welding construction site.
Figure 3 shows the long-weld weld vents on the weld surface after the automatic welding of the side wall of a product is completed. The air holes are continuous and have a large diameter. It can be seen from Fig. 3a that there is a large amount of bulging on the surface of the weld. After grinding the remaining height of the weld, the large diameter vent can still be clearly seen with the naked eye. The weld height is flattened for PT inspection, and the vent is reduced. However, the large-diameter stomata still has not been eliminated, indicating that the vent is a penetrating vent, the pores on the weld are dense, the diameter is large, and the quality of the weld is not guaranteed. It is well known that the pores of aluminum alloy welding are mainly hydrogen pores. The main reason is that the molten pool enters the water during the welding process, so as long as the source of moisture is found, the cause of the pores exceeding the standard can be ascertained.

Figure 2 IGM welding robot
Under normal circumstances, the source of moisture in the aluminum alloy weld has many aspects, so it is checked by item by item, and the results are shown in Table 2.
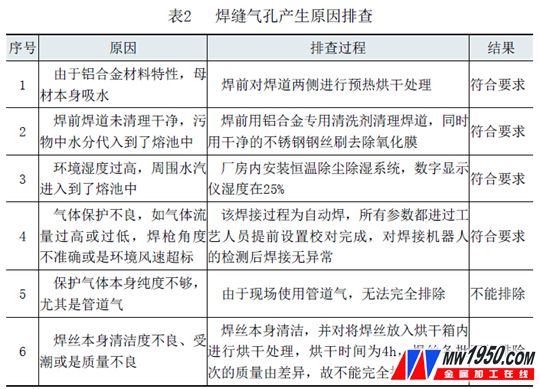
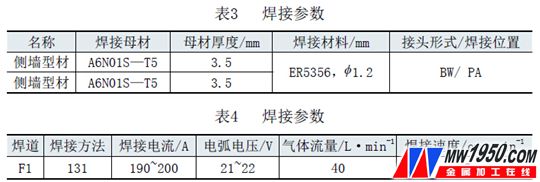
After the above analysis, the initial judgment focus is mainly on the gas purity and the welding wire. In order to find out the cause of the pores, we have added another brand of welding wire and bottled gas as a comparative test. Prepare 4 pairs of welding test plates: all tests are carried out under the same conditions; No. 1 welding wire is the welding wire used in the field, the purity is 99.999% high purity argon gas; No. 2 welding wire is the brand new another brand welding wire, the purity of the bottled gas is 99.999% high purity argon. The welding parameters are shown in Tables 3 and 4.
The ambient temperature is 22 ° C and the humidity is 25%. After the welding is completed, PT inspection is performed according to ISO10042-C. The test results are shown in Figure 4.


(a) After the weld is completed (b) The weld bead height is processed


(c) PT flaw detection after residual high leveling (d) actual diameter of pores
Figure 3: Continuous air holes appear in automatic welds


(a) Test 1: No. 2 welding wire + pipe gas result: weld defect after PT flaw detection (b) Test 2: No. 2 wire + bottled gas result: weld defect without defect after PT flaw detection   Â


(c) Test 3: No. 1 welding wire + bottled gas result: Porosity defect in weld after PT flaw detection  (d) Test 4: No. 1 welding wire + pipe gas result: Pore defect in weld after PT flaw detection Â
Figure 4 Â Â Â Â Â Â Â Â Â Â Â Â Â Â Â Â Â Â Â
Through the above tests, it is indicated that the welding wire used in the field is the main cause of large-area pores in the weld, and the drying treatment in time cannot be completely avoided. Therefore, we replaced the wire of the batch and finally solved the problem. In addition, in order to avoid contamination and dampness of the welding wire during storage and transportation, a corresponding supporting system has been established, such as the principle of welding the wire on the same day; the whole wire is prohibited from being opened before use, and must be used immediately after opening. The wire package stored on site must be complete. The wire spools that are not used after unpacking are not allowed on the on-site storage rack; after each product item is completed, the remaining welding consumables on the site shall be returned to the consumables warehouse for uniform treatment.
3. Expectations and suggestions for the development and development of solid wire
The quality of the welding wire directly affects the welding quality of the weld. Occasionally, other problems concerning the welding wire are encountered during the production process, such as poor surface roughness of the welding wire, resulting in poor wire feeding during the welding process; oily surface on the welding wire, resulting in weld Poor quality; the occurrence of the welded joint in the single-disc welding wire, and then the grinding process, indicating that the wire has broken during the manufacturing process; the wear resistance of the surface of the wire is insufficient, and a large amount of floc is generated in the wire feeding tube due to friction during the wire feeding process. The material or powder is piled into a ball in the wire feeding tube, and the welding wire is squeezed and bent during the feeding process, and the long-term accumulation may cause the wire blocking phenomenon, the arc burning back causes the welding nozzle to be burnt, and the wire feeding tube is ruptured and broken. And so on. Therefore, in the process of production, transportation, storage and use, the welding wire must establish a complete system according to relevant standards. The quality of different batches of welding wire is not stable enough to avoid the influx of defective products into the market; improve the wear resistance of the welding wire and ensure that the welding wire is sent in the welding torch. The wire is smooth; the wire is packaged in a vacuum bag, sealed well, and equipped with a desiccant to prevent moisture in the process of storage and transportation; at the same time, the user return system is established, and the user's use situation is obtained in the first time, and a higher quality product is continuously made.
About the author: Wang Peng, engineer of CSR Qingdao Sifang Locomotive & Rolling Stock Co., Ltd., has IWE qualification, and is engaged in welding process, welding management and welding theory training.
household stove burner,gas stove bottom burner,Gas Cooker Burner,gasstove burner
GUOLONG PRECISION VALVE CO.,LTD , https://www.glstovevalve.com